压铸表面缩松、缩孔产生原因及解决方案缺陷:缩松产生原因: 铸造材料凝固时会产生体积收缩,这种固体和液体之间的体积差异会在热节处形成空腔(缩松或缩孔)。改善措施:1.在凝固时对半固态金属(在缩松产生的位置 ...
|
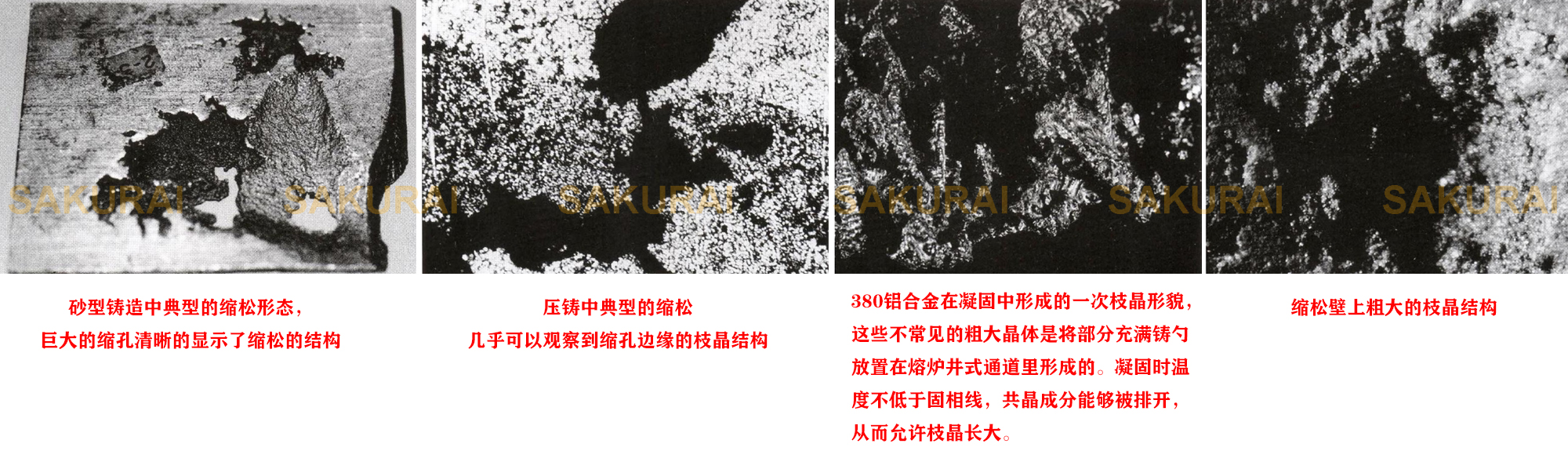
压铸表面缩松、缩孔产生原因及解决方案 缺陷:缩松 产生原因: 铸造材料凝固时会产生体积收缩,这种固体和液体之间的体积差异会在热节处形成空腔(缩松或缩孔)。 改善措施: 1.在凝固时对半固态金属(在缩松产生的位置)增加压力。 2.核查压力问题: * 金属液静压力核查: -对于Al和Mg合金,>3000psi -对于Zn合金,>2000psi(>1500psi也可以) * 增压压力核对: - 理想的最终金属液压力>80OOPsi(>6O00PSi可能也可以) * 检查增压设置: - 使用监控器系统追踪确认压力 - 增压储压器工作正常,增压油缸没有到底,等等 - 在监控器上检查升压时间(设定一个要求的标准),确定增压速度足够快,检查压力切换设置 - 压射储压器预置压力正确 * 导致压力下降的冲头相关问题: - 冲头顶端条件不佳(即使冲头没有阻碍) - 套管处状态不佳 - 在套管末端有粘附物 - 核查套管的热收缩(套管可能受到模具压迫) - 冲头冷却不起作用 - 润滑不够 - 套管冷却不当 - 热压室-核查冲头浇口套 - 热压室-如果冲头底部和浇口套正常,更换鹅颈管 3.为缩松处提供额外的金属液: * 能够使用挤压杆么? * 能够在缩松处附近引入额外的内浇口么? * 能够增加内浇口和缩松处之间铸件的壁厚么? 4.料饼太薄,或者尺寸变化太大。 5.检查产生缩松的部位与周围部位之间的温度差: * 加热周围温度较低的部位 * 冷却热节(缩松处) * 检查模具动模和定模之间的温度差 6.降低压射时的金属液温度对改善缩松有帮助,但要注意是否会引起其他问题。 7.检查合金的成分(Si,Fe)。 8.检查金属液温度波动(检查是否有剧烈的温度波动,金属液温度必须稳定)。 砂型铸造中典型的缩松形态,巨大的缩孔清晰的显示了缩松的结构。 压铸中典型的缩松,几乎可以观察到缩孔边缘的枝晶结构。 380铝合金在凝固中形成的一次枝晶形貌,这些不常见的粗大晶体是将部分充满的铸勺放置在熔炉的井式通道里形成的。凝固时温度不低于固相线,共晶成分能够被排开,从而允许枝晶长大。
东莞市美雅化工有限公司20多年专注高端脱模剂研发和生产、辅料供应,助您买到环保好用的脱模剂产品。 全国脱模剂咨询热线:0769-22623512 更多脱模剂资讯请浏览官网:http://www.meiyahg.cn 樱井脱模剂(一个集复合材料、压铸、聚氨酯、金属、橡胶、EVA、PU等行业领域于一体的综合性专业采购脱模剂平台) |
Powered by Discuz! X3.5 Licensed© 2000-2023 www.meiyahg.cn( 粤ICP备20007749号-1 )
















请发表评论