塑料产品出现成品内有气孔的原因及其处理方法
|
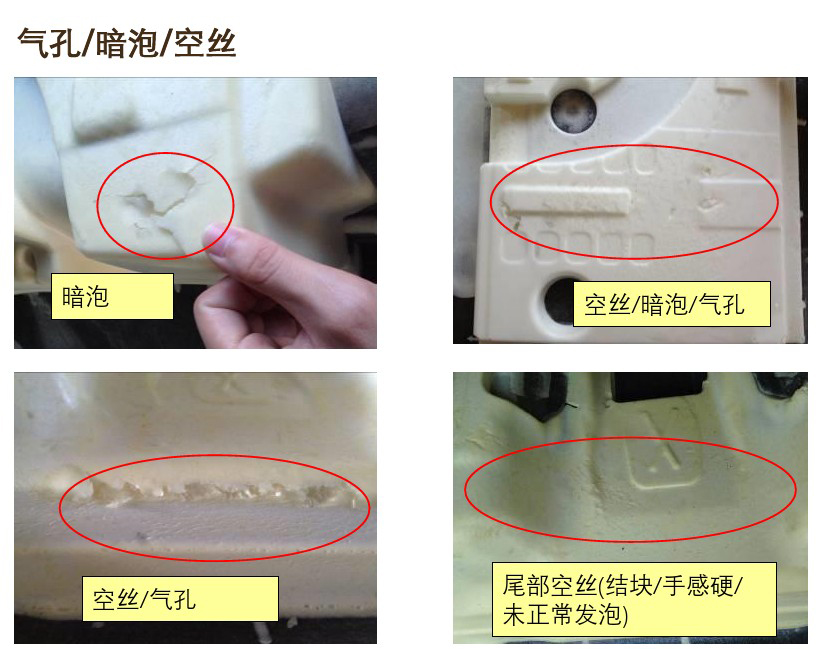
在射出成型过程中,有时会出现内有许多小气泡的成品,不但影响制品强度及机械性能,对成品外观价格值亦大打折扣,所以当成品出现气泡时,可检查下列几个因素,并做处理。 通常成品因厚薄不同,或模具有突出肋时,塑料在模具中的冷却速度不同,则收缩的程度不同,容易形成气泡,所以对模具设计须特别留意。 而在使用的原料方面,假如塑料带有水气,在熔胶时塑料受热后分解,则射胶螺杆公差太小时,空气容易进入模腔内形成气泡,以下即归纳可能发生原因及处理方式。 故障原因 处理方法 材料中有水气:塑造以前将材料确实烘干,避免在塑造以前发生过度的温度变化 射料不足(气孔在结合线的位置):检查温度射出压力、射出时间是否不够 填料量不足以防止过度之缩水 成品断面,肋或柱过厚 :变更成品设计或溢口位置 射出压力太低:提高射出压力 射出时间不足:增加射出时间 浇道溢口太小:加大浇道及人口 射出速度太快:调慢射出速度 原料温度过高以致分解:降低原料温度 冷却时间太长:减少模内冷却时间,使用水浴冷却 水冷却过急(气孔在制品表面) :减短水浴时间或提出水浴温度 背压不够:提高背压 模具温度不平均:调整模具温度 料管温度不当:降低射嘴及前段温度,提高后段温度 东莞市美雅化工有限公司20多年专注高端脱模剂研发和生产、辅料供应,助您买到环保好用的脱模剂产品。 全国脱模剂咨询热线:0769-22623512 更多脱模剂资讯请浏览官网:http://www.meiyahg.cn 樱井脱模剂(一个集复合材料、压铸、聚氨酯、金属、橡胶、EVA、PU等行业领域于一体的综合性专业采购脱模剂平台) |
Powered by Discuz! X3.5 Licensed© 2000-2023 www.meiyahg.cn( 粤ICP备20007749号-1 )
















请发表评论