铝合金挤压成型工艺步骤
|
铝合金挤压成型工艺步骤
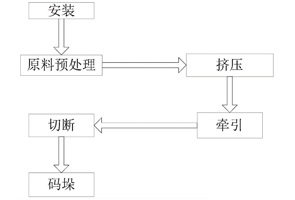
铝型材挤压是对放在容器(挤压筒)内的金属坯料施加外力,使之从特定的模孔中流出,获得所需断面形状和尺寸的一种塑性加工方法。 实际挤压过程中的模具一般采用上模具和下模具拼接而成,但是模具由于挤压受到的挤压力导致其因受力不均匀而被撑开,导致挤压过程中断或者影响挤压出的产品质量;同时现有的模具模孔尺寸固定,只能单独生产出同一种型号的挤压件;生产不同种规格的挤压件的时候需要频繁更换模具,严重影响生产效率。 所以为了提高挤压件的生产质量,提高挤压件的生产效率,推荐使用以下铝合金型材挤压成型工艺。 铝合金型材的挤压成型工艺如以下步骤: 1、模具:模具清理干净,将脱模剂喷于模具上, 2、安装:将挤压模具通过螺栓连接在挤压设备的端口上; 3、原料预处理:将铝合金铸锭加热到360℃至380℃,并放入挤压设备的挤压筒中; 4、挤压:挤压设备内的挤压装置以0.2m/min至0.3m/min的挤压速度向挤压模具行进,对所述的铝合金铸锭进行挤压,将所述的铝合金铸锭从所述的挤压模具的模孔中挤出,形成挤压件; 5、牵引:通过牵引设备将形成的挤压件一端固定,伴随着挤压设备的工作完成牵引; 6、切断:挤压筒内部的铝合金铸锭被全部被转化成挤压件,通过切断设备对挤压件按照预设的尺寸进行切割; 7、码垛:将切割后标准尺寸的挤压件进行码垛整理; 以上步骤1-7的铝合金型材挤压成型工艺由挤压模具、挤压设备、牵引设备和切断设备相配合完成。 推荐一款可以解决铝合金挤压成型能在金属毛胚上瞬间形成润滑油保护膜,令产品轻易产生脱模效果,能充分保护模具,延长模具使用寿命,提高生产效率等难题。 MK-108H冷挤压脱模剂的优点: 1、无毒环保,附合国际最新环保标准。 2、使用成本低,脱模效果好。 3、挤压后产品表面光洁度高。 4、金属毛胚在运送和挤压成型过程中无粉尘污染。 5、能有效保护模具,延长模具使用寿命。 6、适用于无铝材和铝合金成型脱模、钢建材和引伸度大、变形率高、曲而复杂的工件加工成型。 东莞市美雅化工有限公司20多年专注高端脱模剂研发和生产、辅料供应,助您买到环保好用的脱模剂产品。 全国脱模剂咨询热线:0769-22623512 更多脱模剂资讯请浏览官网:http://www.meiyahg.cn 樱井脱模剂(一个集复合材料、压铸、聚氨酯、金属、橡胶、EVA、PU等行业领域于一体的综合性专业采购脱模剂平台) |
Powered by Discuz! X3.5 Licensed© 2000-2023 www.meiyahg.cn( 粤ICP备20007749号-1 )
















请发表评论